Chalco has been equipped with 2800mm cold rolling mill, 4+1 hot rolling mill, CNC cutting and other advanced equipment to ensure excellent quality.

The casting factory has two "1+1" 120 ton casting production lines and one "2+1" 90 ton casting production line. The melting furnace group is a hydraulic tilting gas heating furnace.
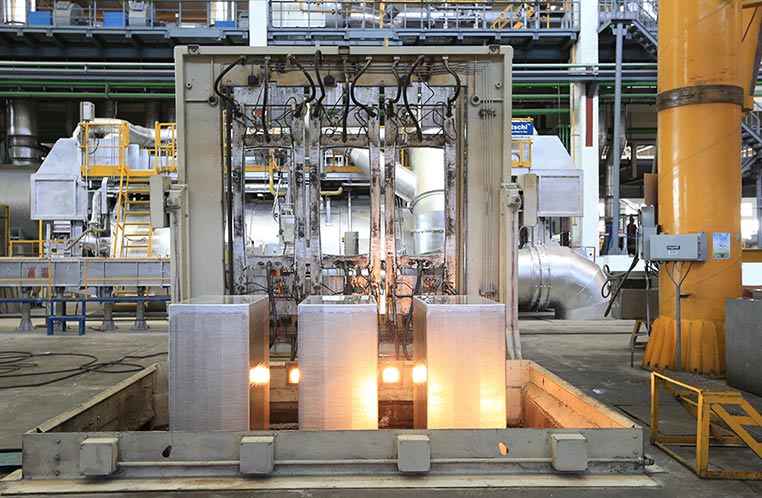

The casting machine adopts the latest generation of semi continuous low liquid level vertical well casting technology from WAGSTAFF in the United States. Equipped with ABB's electromagnetic stirring, online hydrogen measurement, and online slag measurement systems.


The online processing of aluminum melt adopts the French NOVELIS online degassing system and the Japanese Mitsui Metal online filtration system, with a degassing efficiency of 0.12ml/100g-AL and a filtration efficiency of over 98% (impurity less than 10μm).

The hot rolling project adopts the German Sigma (1+4) 4500mm hot continuous rolling production line, with a maximum width of 4000mm for the plate, a maximum width of 2650mm for the strip, and a minimum thickness of 1.8mm.

The cold rolling project adopts the German Sigma six high cold rolling mill. The width can reach 2650mm, and the thickness can reach 500mm. Internal stress is eliminated, and cutting without deform.


Chalco has the modern annealing furnace, aging furnace, and stress relieving stretching machine for heat treatment process. Customized heat treatment and testing plans can be developed based on customer requirements for aluminum plate performance, to meet customers' needs for different heat treatment tempers.
Including coating, polishing, anodizing, electroplating, spraying, etc.
Oxygen fuel cutting, water jet cutting, plasma cutting, sheet laser cutting, precision sheet sawing, etc.
Discs, rings, and contour cutting can be ordered directly.
Bend the aluminum plate to the desired angle and shape.
Punching, engraving, or embossing on aluminum plates.
Deep drawing of aluminum plates into complex three-dimensional shapes, commonly used to manufacture containers and shells.
Fine machining of aluminum plates through cutting, milling, drilling, and turning to manufacture components.
Utilizing advanced welding techniques, such as argon arc (TIG) and MIG welding, to ensure high-quality and reliable welds.
Chalco is equipped with direct reading spectrometer and automatic absorption spectrometer, metallographic analysis laboratory, chemical analysis laboratory, oil quality analysis laboratory, and microanalysis laboratory to ensure that the alloy and chemical composition of each aluminum plate meet the standards and are free of impurities.
Hardness testers, electronic tensile testing machines, electronic universal tensile testing machines, impact testing machines, etc. are used for testing hardness, tensile strength, and tensile strength.
The hot rolling mill is equipped with multifunctional instruments for testing, and the cold rolling mill is equipped with a flatness control system from ABB in Switzerland to ensure the flatness of aluminum plates during the production process. A tension leveler is equipped to adjust the flatness before packaging.
Traditional measuring instruments such as rulers and micrometers are combined with flatness measuring instruments, laser flatness meters, projectors, and other equipment to ensure the flatness of aluminum plates.
Surface roughness meter, optical microscope, ultrasonic, X-ray, and magnetic particle testing methods are used to detect defects such as cracks, bubbles, impurities, and pinholes inside aluminum plates.
Metallographic testing
Laser measuring instrument

Direct Reading Spectrometer

Optical microscope

Hardness tester

Electronic tensile testing machine
If you are looking for high quality and cheap aluminum material suppliers, please contact us, we will serve you.
Consultation